

From the early assembly lines to cutting-edge robotic systems, the continually evolving supply chain technologies is Shaping the present and the future. Most recent trends in supply chain technologies focus on a smart, tech-driven solution to decrease operating costs and improve efficiency. These changes are based on leading supply chain establishments having immediate adoption and leadership with new capabilities and technology. Even though we are likely to see a few unforeseen changes, these new supply chain technologies would drive innovation over the coming years.
Supply Chain Technologies
Several elements go into predicting the Present and Future of Supply Chain. But one vital unifying concept in Supply Chain is the certainty and reliability of data. New Supply Chain Technologies look to massively improved business connectivity, visibility, and certainty of supply chain data, in addition to the speed of information flow. So, what does the future holds and what are the past technologies we are using in the supply chain? Well, I have taken time to carefully select the 24 Supply Chain Technologies which I have come across that has been serving our profession over more than 3 decades and some will eventually shape industry standards in the coming future.
- Artificial Intelligence
- Automated Material Handling Systems
- Bar-coding/ Automatic Identification
- Cloud Computing
- Computer Aided Design (CAD)
- Computer Aided Engineering (CAE)
- Computer Aided Process Planning (CAPP)
- Computer Graphics
- Computer Network
- Databases
- Embedded Systems
- Environmental Control Systems
- Flexible Manufacturing Systems (FMS)
- Internet-of-Things (IoT)
- Machine Learning
- Manufacturing Resource Planning (MRP II)
- Material Requirements Planning (MRP)
- Real-Time Process Control Systems
- Robotics
- Sensor Networks
- Wireless Communication
- 3D Printing
- Big Data
- Block Chain
1. Artificial Intelligence.
Unlocking workers’ potential can greatly be helped by the use of advanced computing with Artificial Intelligence to perform human-like tasks including training. Integration of Artificial Intelligence into supply chain technologies, like Voice recognition for wearable devices, would help overcome several regulatory obstacles. Also, with Artificial Intelligence the future of supply chain will be driven by continuous collaboration and seamless information flow.
Artificial Intelligence will surely do wonders in the procurement domain. Read my blog “A.I in Procurement- 3 Reasons it Will Change the Way We do Business “ explains how Artificial Intelligence in procurement is transforming industries, and the leap of change we should be taking.
2. Automated Material Handling Systems
Automated Material Handling Systems is the control, protection, movement, and storage of products and materials through consumption, distribution, disposal, manufacturing, and warehousing. The process of Automated Material Handling Systems integrates different automated, manual, semi-automated equipment, and systems to support the supply chain process. Automated Material Handling Systems and processes are the future of improving customer service, lesser delivery time, and reducing inventory. It also reduces overall handling costs in distribution, manufacturing, and transportation.
3. Bar-coding/ Automatic Identification
Automated Identification applications in the future can offer corporate data systems alongside the identification of different physical item within the supply chain in an automated manner. The real-time accessibility of products identity allows other related data to be grouped for easy access in both current and future state of the product. In supply chain operations, the extensive introduction of such systems in the future signifies a major break to improve and repair inventory management, process control, and tracing/tracking systems. These supply chain technologies may enable a total re-engineering of the supply chain, by eliminating some constraints/limits experienced today. Using simpler classification for operations, products are identified, and prospects for different sections are emphasized.
4. Cloud Computing
Cloud computing is positively impacting supply chain companies in rethinking their IT strategy. The use of Cloud computing serves as tool driving supply chain processes with reduced upgrade impact, and enabling innovative software adoption more quickly. With Cloud computing, Total Cost of Ownership (TCO) and Timing would also experience improvements. Cloud computing in the future seeks to enable easy integration and connectivity in addition to path migration for extra functionality, without having to take the “rip and replace” approach.
5. Computer Aided Design (CAD)
The idea of CAD is to plan the operation process of every manufacturing element which may comprise of parts manufacturing and components assembly. Future CAD ideas include making measurements, packaging and dispatch of finished products more efficient than ever. The whole CAD process includes a database (DB) and expert systems (ES) which permit all functional areas of computer-aided production in cooperation with an expert knowledge base (KB) operating together.
6. Computer Aided Engineering (CAE)
CAE takes care of the process involved in using computer workstation to generate and test engineering specifications. Future use of CAE involves utilizing data from manufacturing processes and material supply to make better engineering work and manufacturing task including assembly planning. With CAE, all data connected with manufacturing and executing orders are applied during the design of products crucial for assembly and manufacturing.
7. Computer Aided Process Planning (CAPP)
CAPP provides a connection between design and manufacturing in computer-integrated manufacturing (CIM) environ. CAPP finds usage in developing product manufacturing plan built on projected variables like cost, equipment availability, lead times, potential material substitution routings, production volumes, and testing requirements. The complexity of CAPP systems increases with the system size, so it is possible to assimilate knowledge sources from a large array of planned activities.
8. Computer Graphics
There is an extensive use of computer graphics in supply chain and current developments with supply chain technologies indicates it still has enormous potential. Future use of computer graphics in a supply chain includes usage as a support tool for a decision system, expert systems, group decision making, and task scheduling. The advancement and utilization in Computer Graphics production are proceeding at a relentless pace with relevant research always available.
9. Computer Network
The logistics of Supply chain involves various economic activity. The link between logistics and industrial operations in the supply chain provides a thought. Requirements for logistics supply, research development, and transport industry combine to create an intelligent network. The reasonable system in the future seeks to implement a modern computer network capable of meeting customer and organizational supply chain needs. These supply chain technologies would provide intelligent route optimization which can effectively save time in logistics handling and supply chain scheduling.
10. Databases
Big database as a term, is regularly overused, but with less than 30% estimated usage of data collected, applying analytics and data science would see a new emerging future for database relating to supply chain technologies. These untapped resources are sure to unearth patterns that would advance predictability and actionable intelligence. As more database are incorporated and leveraged into the supply chain, the better predictability accuracy will be.
11. Embedded Systems
Embedded systems make use of ICT and management strategies to provide integrated and intelligent systems in Supply Chain and Logistics. With Applications based on different processes, these supply chain technologies aim to improve entities to become flexible, independent, and fast in real-time thus creating value through reactions in intelligent ways. Embedded systems are set to develop a responsive system for solving various supply chain problems. Some benefits already attached to the use of Embedded systems include procurement and network arrangement, facilitation of links amongst buyers and suppliers, reduced transaction and cycle times, and reduced costs.
12. Environmental Control Systems
Environmental Control Systems are key to making workable supply chain strategy. These supply chain technologies cover management of all ecological impacts from your supply chain through the products life-cycles and services. Environmental Control Systems show great importance in the future of checking environmental enhancements within the supply chain and also make available several business prospects.
13. Flexible Manufacturing Systems (FMS)
FMS is a process for creating products that are adjustable to changes in the manufacturing process, both in type and quantity. Computerized and Machines systems are organized to making various parts and handling various production levels. FMS gives businesses with a benefit to rapidly alter manufacturing environ and increase process efficiency. The rate of implementation of FMS is rapidly increasing. Better flexibility audit and the conditions are suggested for future use.
14. Internet-Of-Things (IoT)
Can Internet of Things aka Industry 4.0 be a force for faster growth in an increasingly digital global economy? Most people who know about this will emphatically say “Yes”. Why such optimism? The IoT can boost productivity, drive the emergence of new markets, and encourage innovation.
What is the Industrial Internet of Things? The Internet of Things is the industrial application of a network of physical objects that contain embedded technology to communicate and sense or interact with their internal states or the external environment. In manufacturing, connected sensor networks already monitor logistics movements and machines such as mining equipment and entire utility plants, helping organizations reduce costs through more efficient operations.
The Internet of Things is driven by an expansion of the Internet through the inclusion of physical objects combined with an ability to provide smarter services to the environment as more data becomes available. Various application domains ranging from Green-IT and energy efficiency to logistics are already starting to benefit from the Internet of Things concept. There are challenges associated with the Internet of Things, most explicitly in areas of trust and security, standardization and governance required to ensure a fair and trustworthy open Internet of Things which provides value to all of society.
15. Machine Learning
Machine learning offers computers the learning capability without being overtly programmed. Using Machine learning in the supply chain, we can computer programs teach themselves to evolve and quickly change when exposed to new sets of instructions. The evolution of using these supply chain technologies makes learning in supply chain planning inevitable. In effect, there are early examples such potential in improving both supply chain planning efficiencies and offering better optimization in supply chain decisions.
Recently I have made a strong emphasis on Machine Learning Should must be used in ERP as base technology not as additional. Without that ERP sucks! And they are nothing but inter-relational databases
16. Material Requirements Planning (MRP)
MRP has been the most widely implemented large-scale production management system since the early 1970s, with most of the ERP system have integrated MRP logic within for Material Planning in some shape or form.
MRP is product orient, future-oriented, it involves time-phased requirement and involves priority planning in that it establishes what needs to done to meet the master schedule.
MRP offers control and planning system for production, scheduling, and inventory. These supply chain technologies convert production master schedule into a detailed form. The MRP uses forecasting or actual orders to decide client demand for goods with a system of push type inventory control. Such a forecast or customer orders can tell the number of products and types bought, along with the size of the raw materials needed in making them.
17. Manufacturing Resource Planning (MRP II)
MRP II represents an extension of the features of the MRP system to support many other manufacturing functions beyond materials planning, inventory control, and BOM control.
MRP II is an integrated approach to financial and operational planning for industrial businesses, which makes it close loop system. In this way, MRO was extended to support Master Planning, Rough Cut Capacity Planning (RCCP), Capacity Requirement Planning (CRP), Production Activity and Control (PAC). However, in my knowledge additional features of MRP II software mostly remain unused in practice.
18. Real-Time Process Control Systems
Control and planning of supply chain involve balancing resources and supply with market demand in a supply chain context. Real-Time Process Control Systems increases focus on supply chain optimization and significantly increased the task reputation. Competitiveness nowadays is attained by demand-driven supply chain systems, which necessitate the visibility of data and visualization. The main features of future planning and control are predictable to be made automated and intelligent control using Real-Time Process Control Systems.
19. Robotics
Every machinery process looks to Robotics for automation. Supply chain technologies applying Robotics would, in the future, become self-operating machines. The various possibilities with Robotics are still highlighted in today’s world to boost efficiency. Soon Robotics would enable machines to become more suitable for automation.
Particularly I think Robotics is underutilized in warehousing and we should use more of this in picking, packing and packaging.
20. Sensor Networks
Sensors Networks can eliminate manual steps from supply chain process at each stage of a production process. Such Supply chain technologies, like the addition of SKU-level visibility, has drastically reduced shortages and would provide further benefits in time to come. With the right infrastructure in place, Sensors Networks with high memory capacity and processing speeds would store and make use of data for smarter processing.
21. Wireless Communication
Supply chain technologies have been vital to enhancing product distribution for a while now. With the recent increase in Wireless Communication, automation is booming. The use of Wireless Communication would provide a smart supply chain management system for cataloging and monitoring goods in the future. Records about products would also be automatically recorded which would reduce errors in catalogs. Wireless Communication is set to become beneficial in the supply chain with a practical application of systems, like GPS and RFID, in product monitoring and safety of goods.
22. 3D Printing
Where does 3D printing fit in today’s supply chain trends? And what is your company doing to fully leverage this powerful and surprisingly versatile innovation?
3D Printing has been around for 3 decades and generally using additive manufacturing, however, commercialization at mass level still has to take off. It involves fabrication of products through the use of printers which either place layer upon layer of materials or employee lasers to burn material, resulting in a finished design.
Today 3D Printing is used within several industries such as used for making medical implants, jewelry, customized football boots, lampshades, racing-car parts, solid state batteries and customized mobile phones
The Key Benefits for Supply Chain
- Drastically reduce lead time and increase on-time delivery performance by cthe loser provision of parts by installing printers on customer site
- Simplify supply chain network
- Reducing space requirement in wthe arehouse
- Reduce Excess & Obsolete for high variety and low volume items.
- Faster prototyping and samples
- Agile and response supply chain to shorter product life cycles.
- Possibly cheaper products to make and purchase for low volume items
- Supply chain can support greater customization
- And many more!!
23. Big Data
Although “Big Data” has become a contemporary buzzword, it has significant implications supply chain, and presents an opportunity and a challenge to most industries. What makes Big Data unique is its:
Velocity: in real time
Variety: the data varies in time and in context, and is not a fixed data model to real time
Volume: the volumes are significant and require unique approaches
Volume can occur in many ways. There is more data because, among other reasons, the data is captured in more detail via current ERP & other software packages. For instance, instead of just recording that a unit sold at a particular location, the time it was sold and the amount of inventory at the time of the sale is also captured. Moreover, long global supply chains necessitate data capture at multiple points in the supply chain. In addition, there is now a proliferation of consumer sentiment data resulting from Tweets, Likes, and product reviews on websites. Such data must be analyzed and quantified.
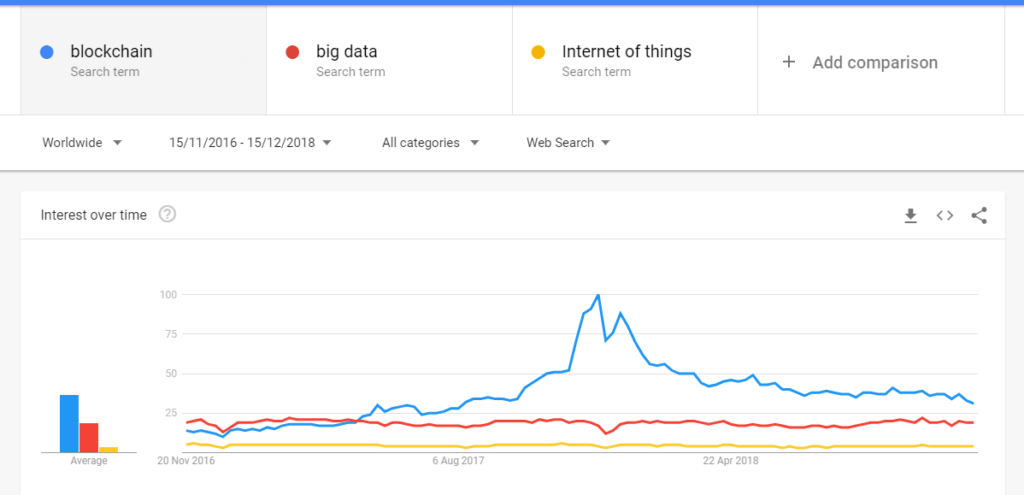
The rise of the Big Data is a hot supply chain trend as revealed by Google Trends. In fact the rate of interest in this term I would classify as “breakout” .

Blockchain Basics: A Non-Technical Introduction in 25 Steps
24. Blockchain
In this blog of Supply Chain Technologies, I have kept Blockchain the last. The main reason for that is, it is most searched technology term on Google in last two year vs Big Data and IoT. Recently, the buzz is a bit slowing down, but it is here to stay.
As we know in any supply chain transaction from manufacturer to buyer there are multiple copies of transactions, logistics documents, purchase orders, transportation invoices, inventory receipts, transfers and so on, which is must and create errors in the process. Blockchain in nutshell helps all of the players in an industry to store and share among parties in one place.
As described by Accenture “The purchase order, the inventory receipt and more could go into a ‘master ledger’ that everyone could write to, but then only permitted members can read. The ledger must be tamperproof. Parties must not be able to change a transaction or falsify transactions after they have been written. Only parties writing valid transactions to the ledger can be allowed to update it, and the system should be able to verify that the partners are who they say they are. Only parties that are allowed to read a record should be able to—the transactions must be protected with security such as dual-key public encryption. This ledger system with such attributes is, of course, what is known as blockchain”.
Blockchain and Bitcoin Fundamentals in Arabic
Beginners Guide to Blockchain & Bitcoin
CONCLUSION
The vision of Supply Chain Technologies which Are Shaping Present and future of Supply chain is to create a seamless end-to-end supply chain, with perceptibility into execution and planning at every level. It starts with more product innovation and client-centric necessities to the supply chain process down to consumer satisfaction.
To embrace these Supply Chain Technologies, businesses are expected to follow the best processes suitable to their operation while extending collaboration and prominence across their supply chain. Data is essential to this process, with a seamless connection in making better decisions and improving overall performance.
Recommended Supply Chain Guides
-
Excess and Obsolete Inventory Policy Guide
-
5S – Kaizen Guide: Organizing the Workplace for Flow
-
Stocktaking: The Ultimate Guide (Stocktaking Procedure)
-
Materials Management Competencies Assessment
-
Six Sigma Project Examples to Get You Certified
REFERENCE
- https://www.aberdeen.com/opspro-essentials/how-technology-will-shape-the-supply-chain-of-2030/
- https://www.supplychaindive.com/news/11-technologies-set-to-shape-smart-manufacturing/523576/
- https://ieeexplore.ieee.org/document/7383984
- https://www.aacb.com/trends-in-supply-chain-and-logistics/
- https://www.logility.com/blog/machine-learning-in-supply-chain-planning/
- https://ieeexplore.ieee.org/document/8365194
- https://www.sciencedirect.com/science/article/pii/S0957417413004946
- http://www.transnav.eu/files/Computer%20Systems%20Aided%20Management%20in%20Logistics,379.pdf
- http://www.computer.org/portal/web/csdl/doi/10.1109/HICSS.1999.773045
- https://pdfs.semanticscholar.org/711f/04a80ff01d9147b5c902101dbdc7e8a4ba85.pdf
- https://www.emeraldinsight.com/doi/abs/10.1108/eb054807
- https://www.unitedgs.com/blog/global-supply-chain-management/what-is-cnc-machining/
- https://mst.dk/media/mst/Attachments/EnvironmentalSupplyChainManagementWEB_final.pdf
- http://web.mit.edu/sheffi/www/documents/genMedia.sheffi-McFarlane.pdf
- https://mst.dk/media/mst/Attachments/EnvironmentalSupplyChainManagementWEB_final.pdf
- https://www.smartsheet.com/guide-to-material-requirements-planning
- https://www.accenture.com/ae-en/insight-blockchain-supply-chain
About the Author- Dr Muddassir Ahmed
Dr MuddassirAhmed is the Founder & CEO of SCMDOJO. He is a global speaker, vlogger and supply chain industry expert with 17 years of experience in the Manufacturing Industry in the UK, Europe, the Middle East and South East Asia in various Supply Chain leadership roles. Dr. Muddassir has received a PhD in Management Science from Lancaster University Management School. Muddassir is a Six Sigma black belt and founded the leading supply chain platform SCMDOJO to enable supply chain professionals and teams to thrive by providing best-in-class knowledge content, tools and access to experts.
You can follow him on LinkedIn, Facebook, Twitter or Instagram








